Сборочные
станки. Барабаны.
Станки
динамической балансировки шин. Китай.
Сборочный
станок для шин 20” и 24” мод. LCX-2024. Китай.
Это оборудование используется для нейлоновой
шины с нормальным производством конструкции. Он включает в
себя основную машину для формирования, устройство мобильного хвостового рамы,
обратное устройство с прямым обратным обертывающим устройством, устройство для
крепления круговых, устройство для расширения ткани, устройство для вытягивания
зажима, устройство нажатия, устройство нижнего нажатия, устройство для лазерной
индикации центральной линии, безопасность Устройство, пневматическая система
управления и электрическая система управления.
Режим
формирования: формирование пальца передняя обертка, обратная обертка капсулы,
разъединение цилиндров занавеса и втягивание.
Диаметр
колес:
20”
φ515…φ535 мм.
24”
φ615…φ635 мм.
Диаметр
диска круга регулируется, регулировочный диапазон 0-20 мм. Для 20/24”просто нуждайтесь
в обмене обратной обертывания.
Образование
барабанного режима: барабан с двойным пневмоцилиндром,
угол складного барабана 151°.
Подходит
для формирования диапазона диаметра барабана
20
” φ650… φ700 мм.
24
” φ720… φ800 мм.
Подходит
для формирования диапазона ширины барабана 20” 500…700 мм.
Центральная
высота главного вала: 1000 мм.
Сопоставление
диаметра между основным валом и образованием барабана: 75 мм.
Главный
мотор: YVF180L-6 15 кВт.
Капсула
заготовки: 300 мм.
Нижний
нажимной валок
Нижний
нажатие на давление нажатия: 0-800 мм.
Моторная
мощность нижнего нажатия: 1,5 кВт.
Максимальная
осевая разделение скорости с понижением нажатия: 58 мм/с.
Радиальная
скорость движения обратного нажатия: 27 мм/с.
Осевая разделение
скорости залегания обратной нажатия: 23 мм/с.
Минимальная
эффективная ширина разлуки зарегистрированного нажатия: 340 мм.
Диаметр
заднего нажатия: 150 мм.
Тормозной
режим: Тормоз типа капсулы, тормозная капсула разрезного типа и монтируется
внутри рамы машины, его легко сменять.
Режим
перемещения кадры хвоста: горизонтальное движение
Формирование
эффективности: ≤5,8 минуты от одного цилиндра с занавеской, производящего
начало до конца завершения обертки. Выход сдвига двойного петли составляет не менее
56 %, а выход сдвига в одиночном цикле составляет не менее 84 %.
Эффективный
диапазон диаметра занавесной ткани: 510-910 мм.
Эффективный
диапазон диаметра зажимного кольца: 650-880 мм.
Давление
подачи воздуха: ≥0,5 МПа.
Размер:
~ 18300*4900*2100 мм.
Формирующая машина.
Состоит
из основного вала, тормозной крышки, тормозного устройства, главного двигателя,
ремня и барабанного устройства. Привод осуществляется инверторным двигателем,
который использует клиновой ремень для вращения и для управления тормозами.
Тормозное устройство соединено через муфту.
Складной барабан нажимает передачу на валу через стойку, которая
монтируется на пневмоцилиндре, шестерня нажимает на главном валу, так что
сделайте основной вал и тормозное устройство чтобы
имело относительное движение и складной головки.
Тормозное
устройство имеет капсульную муфту, муфта тормозит тормозную втулку за счет силы
трения, создаваемой между фрикционным листом и основанием тормозного барабана
при операции зарядки-выпуска, действие чувствительно и надежно. Тормозная
капсула является разрезанным типом, это легко для разборки.
Передовое оберточное устройство.
Он
состоит из куски формы
пальца, капсулы, сиденья, сиденья, кольцевой пружины, раздвижного рукава,
круговой крепления, воздушного цилиндра, один установлен на формирующей машине,
а другой установлен на сиденье. Во время цилиндра с занавесом
и обертывания обода стального обода нанесите метод формы в форме пальца в
стальной когтях, проведенный в форме когтя, тем временем крепление стального
обода и обратная упаковка капсулы. Палец - это хорошая эластичность,
высокая прочность, нелегко разбить и деформацию. Это оборудование имеет только
20 -дюймовую обратную оберточную головку, если пользователь хочет произвести
шину 24 ”, требует заказов дополнительной 24 -дюймовой обратной оберточной
головки.
Устройство железнодорожного сиденья.
Он
состоит из прямого оберточного устройства, устройства с обратной обертыванием,
поддержки сиденья из устройства для расширения трубки для занавески. Он действует на центральной линии главного вала формирующей машины
через радиальное движение и завершает перевернутую обертку и обратную обертку,
закрепление стального обода и передачу трубки для ткани, и делайте оберточное
устройство с перерывами вперед и расширение цилиндров занавесного ткани и
расширение ткани для занавеса и расширение занавесной ткани и занавес
Направляющее устройство движется вперед и назад, чтобы точное центрирование с
основным валом через воздушный цилиндр и линейный направляющий.
Устройство расширения цилиндров
занавесной ткани.
Это
устройство установлено на хвостовом сиденье и состоит из опорной стержни и
опорной полосы, материал опорной полосы представляет собой высокопрочную
профиль из нержавеющей стали. Универсальные бусинки оборудованы на полосе опоры,
а насадка находится в передней части опорной полосы, она помогает тяге, в то
время как струя цилиндра для занавеса. Устройство по расширению ткани занавеса
имеет преимущества высокой надежности работы и нелегко деформации и
повреждения.
Устройство сцепления с зажимом кольца.
Устройство
сцепления кольца с зажимом состоит из устройства передачи, тяги, зажимы
плоскогубцев. На тяговом кольце есть несколько плоскогубцев, а воздушные
самолеты находятся за пределами тяги. Когда плоскогубцы зажимают цилиндр для
занавески, струи выталкивают сжатый воздух и генерируют воздушную подушку,
устройство трансмиссии управляет тягой кольцо и втягивает цилиндр для завеса в поверхность головы.
Зажим может твердо закрепить с помощью цилиндра для занавески.
Нажимной
валок.
Заднее
прижимное устройство расположено за барабаном с образованием и имеет
определенный угол наклона с базовой плоскостью, в осевом, радиальном и
вращающемся движении относительно образующим барабан. Устройство может гарантировать,
что нулевая точка сбрасывает без дрейфа и сделает угол валка давления
оставаться одинаковым. Устройство заднего нажатия заставляет тело радиальным
движущимся под пневмоцилиндром, а диаметр цилиндра для толчка больше, чем
диаметр цилиндра для тумблера. Это структура Fumbler,
скорость перемещения в трех направлениях контролируется инвертором,
расположение нажатия валка контролируется вращающимся энкодером, во время
движения нет явления чрезмерного оправдания.
Можно переключить высокое давление и низкое давление, давление регулируется во
время нажатия и цилиндра для занавески.
Устройство с нижним нажатием.
Устройство
нижнего нажатия валка используется для осевого сжатия формирования шин, и оно имеет
отдельно двигатель инвертора, разделяющая ширина подвешивается на положении
штрихового переключателя. В системе электрического управления есть единица
задержки в средней части, поэтому нажатие нажатие
разделяется задержкой. Скорость движения в трех направлениях контролируется
инвертором, расположение нажамающего валка
управляется вращающимся энкодером, нет перебега во время движения. Можно
переключить высокое давление и низкое давление, давление регулируется во время
нажатия и цилиндра для занавески.
Устройство лазерного индикатора
центральной линии.
У
него есть три линии, маркирующие инструмент, средний фиксирован, обе две
стороны могут быть вручную отрегулированы в соответствии с техническим
размером.
Пневматическая система управления.
Система
пневматического управления состоит из дуплексного, рельефного клапана,
соленоидного клапана, дроссельного клапана, соединения быстрого выпускного
клапана, нейлоновой трубки и т. д. для требования к процессу формирования. Все
пневматические управляющие клапаны установлены внутри пневматической коробки
центрально. Формирующая машина и хвостовое сиденье оснащены
пневматической коробкой для удобного обслуживания.
Электрика.
Система
электрического управления состоит из электрического шкафа управления,
операционной панели, PLC, сенсорного экрана, инвертора, контакта, воздушного
переключателя, электрического провода и т.д. Данные вводятся и устанавливаются
на сенсорном экране в программе управления PLC и управления действием. Он имеет
простое программирование, надежная программа для простой работы, удобного
ручного и автоматического переключателя, защиты сцепления, программа не
сбивается во время коммутации.
Бренды:
PLC
Mitsubishi
Сенсорный
экран Mitsubishi
Инвертор
Mitsubishi
Вращающийся
энкодер Omron
Электрика
Schneider
Пневматика
SMC или SMC или Airtac
Железные
рельсы Shangyin Тайвань
Главный
мотор Китай.
Цена в С.Петербурге ~ 13 млн. рублей с НДС 20% (На 3 ноября 2022 г. Курс $=62,00р.) + стоимость
доставки до Вас.
Предоплата 30+40%, остальные 30% по приходу в СПб.
Срок изготовления 8 месяцев + 2 месяца доставка и таможня.
LCY – 1 Двухстадийная
сборочная машина для радиальных шин легковых и лёгкогрузовых
машин (Первая стадия)

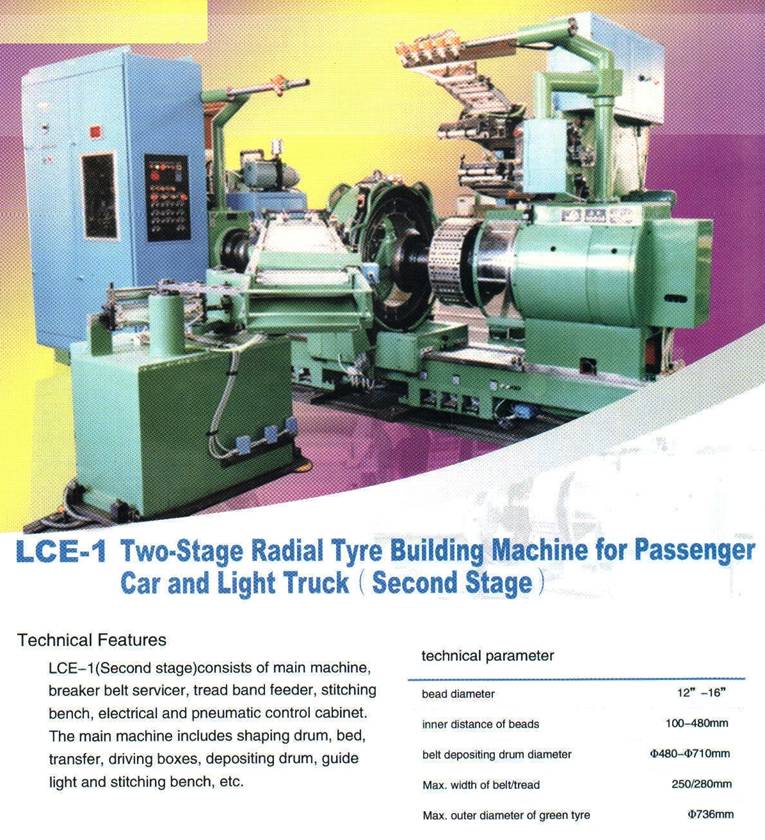
LCE – 1 Двухстадийная
сборочная машина для радиальных шин легковых и лёгкогрузовых
машин
(Вторая стадия)
LCZ –
3B Одностадийная сборочная машина для всех
стальных радиальных грузовых шин.
(Два барабана)

LCZ –
3Q Одностадийная сборочная машина для всех
стальных радиальных грузовых шин.
(Два барабана)

LCZ –
PB Одностадийная сборочная машина для всех
стальных радиальных грузовых шин.
(Два барабана)

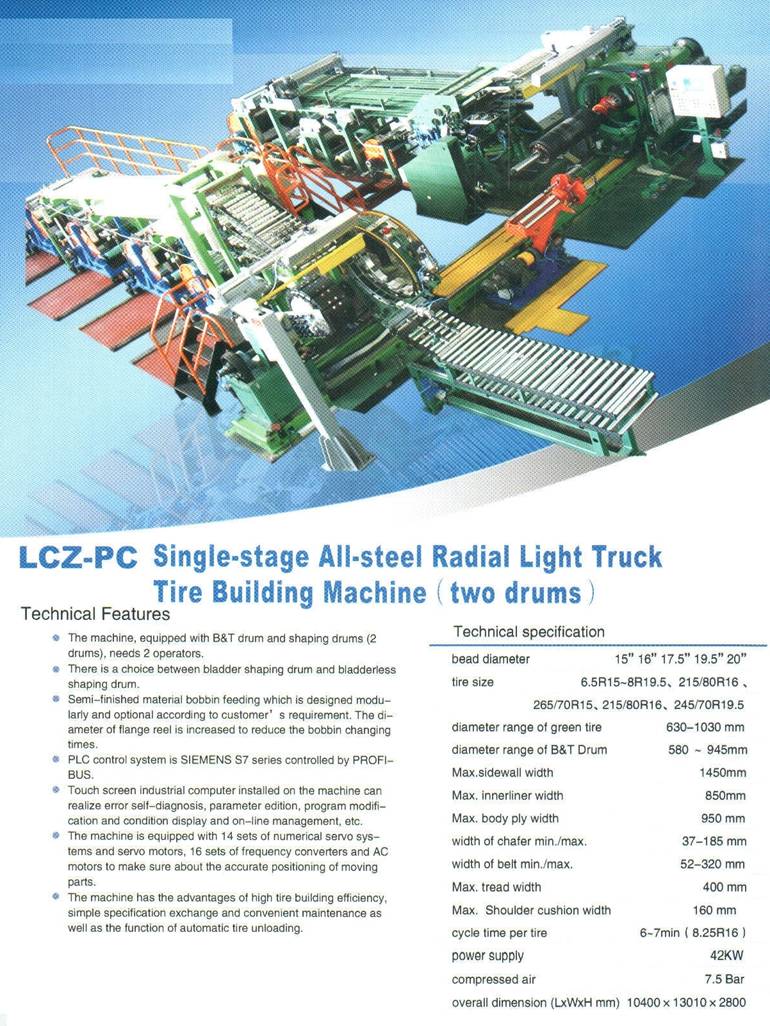
LCZ –
PC Одностадийная сборочная машина для всех
стальных радиальных грузовых шин.
(Два барабана)
LCZ –
G90
Одностадийная сборочная машина для всех стальных радиальных грузовых шин.
(Три барабана)

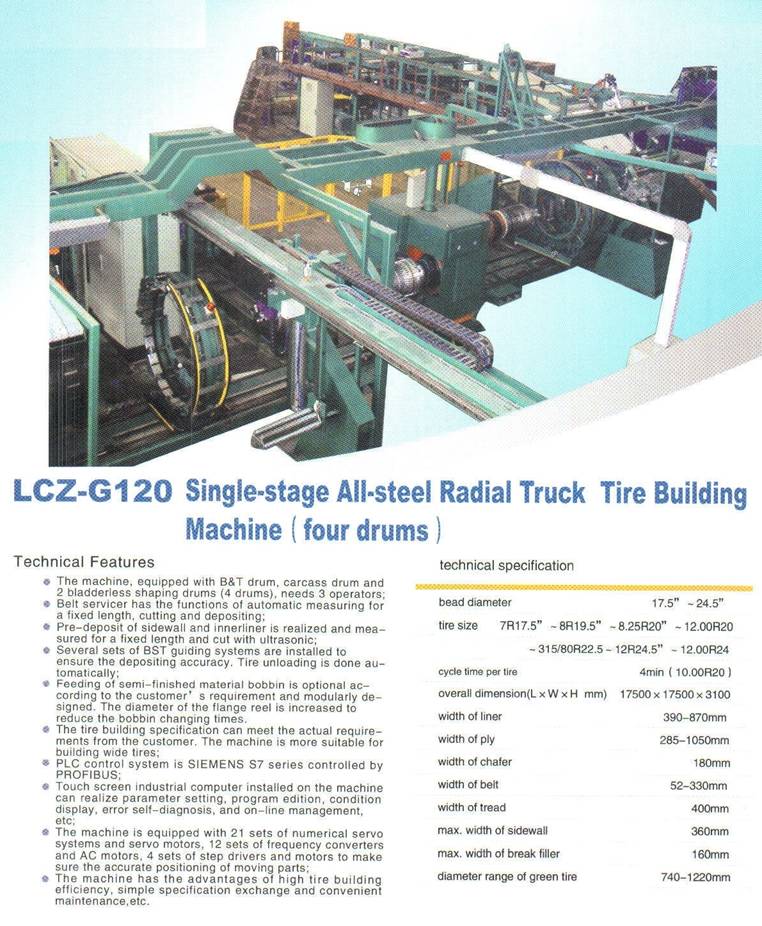
LCZ –
G120
Одностадийная сборочная машина для всех стальных радиальных грузовых шин.
(Четыре барабана)
LCZ –
PT Одностадийная сборочная машина для
радиальных легковых шин.

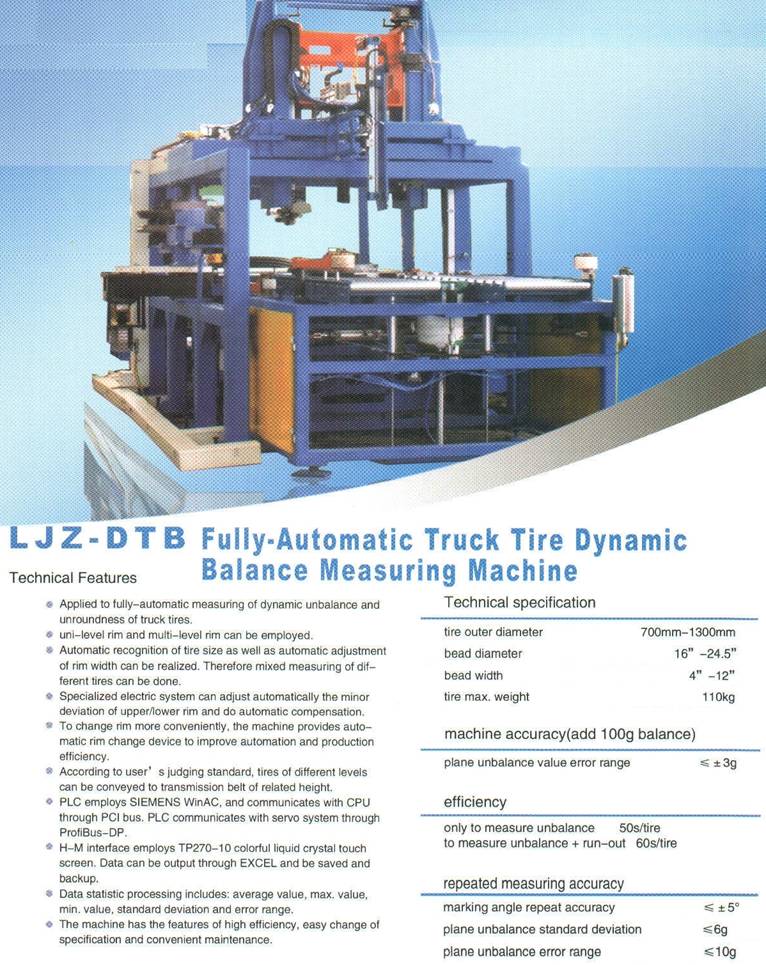
LJZ – DTB Полностью
автоматическая машина динамической балансировки грузовых шин
LJZ – DPT (YLH – DJ2001) Полностью
автоматическая машина динамической балансировки шин в накаченном состоянии.

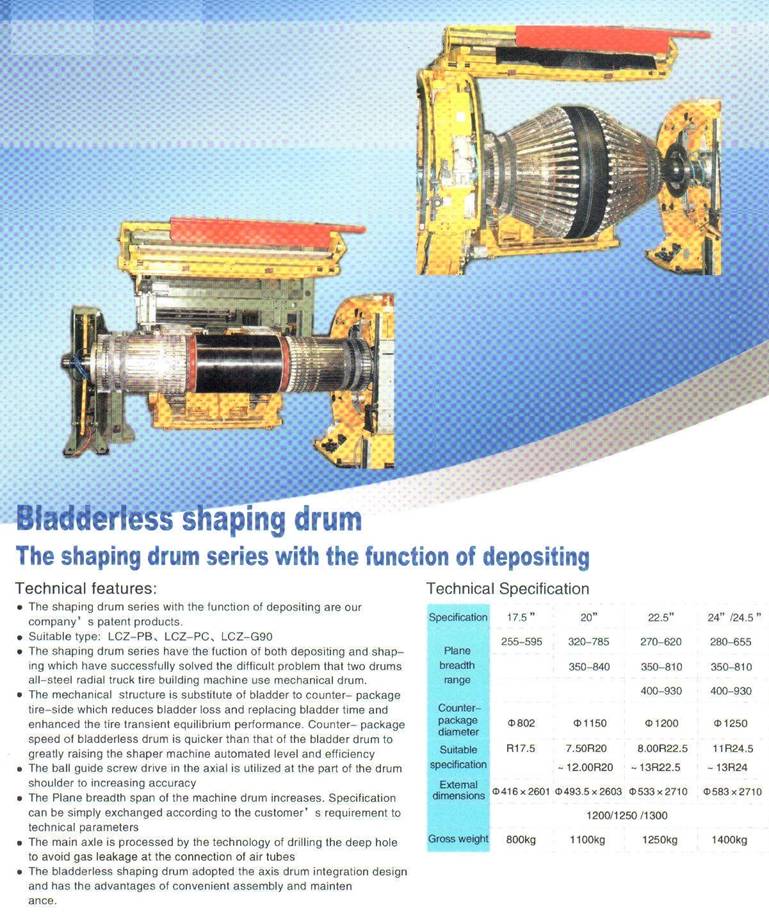
Барабан надувной для
придания формы
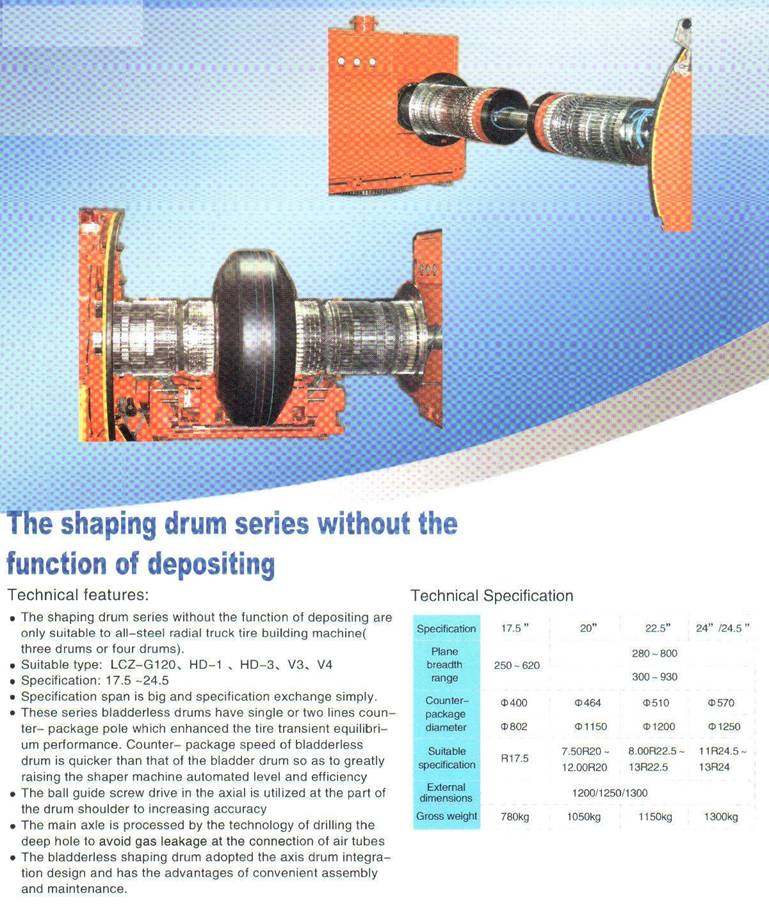
Барабан надувной для
придания формы
без осадочно-формовочной
функции.
Состав машин уточняется в соответствии с
требованиями заказчика.
Полезные ссылки для
шинников:
Форматоры-вулканизаторы
Китай http://www.polgroup.ru/formator.html
Дуплекс,
триплекс Россия http://polgroup.ru/pr_dypl.html
- " -
Китай http://www.chinamash.narod.ru/duplex_cn.html
- "
- Япония
по запросу.
Протекторная
линия Россия http://polgroup.ru/prot.html
Холодилка
протектора Китай http://www.chinamash.narod.ru/holod_cn.html
Линия
наложения гермослоя (сквиджевания)
Россия http://polgroup.ru/gs.html
Диагонально-резательная
машина ДРА(ДРМ) Китай http://www.chinamash.narod.ru/dra_cn.html
Вальцы
http://polgroup.ru/valc.html
Резиносмесители http://polgroup.ru/rez.html
Группа
компаний полимерного машиностроения
ООО “ПОЛИМЕРМАШ ГРУПП”
Генеральный директор
Тел./факс (812) 304-38-96
Сот.тел. +7 921 903-30-25
