Оборудование для производства любых резиновых рукавов
с текстильным кордом, с пластиковой оболочкой, газовых шлангов и рукавов
высокого давления с металлической оплёткой. Китай.
Резиновые рукава
- Рукава
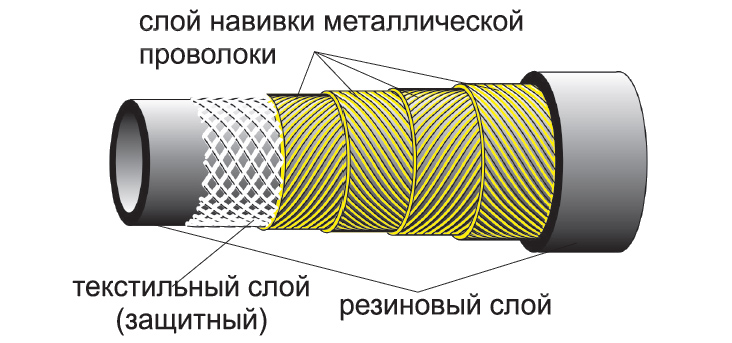
резиновые с металлической оплеткой

- Рукава резиновые с металлической навивкой

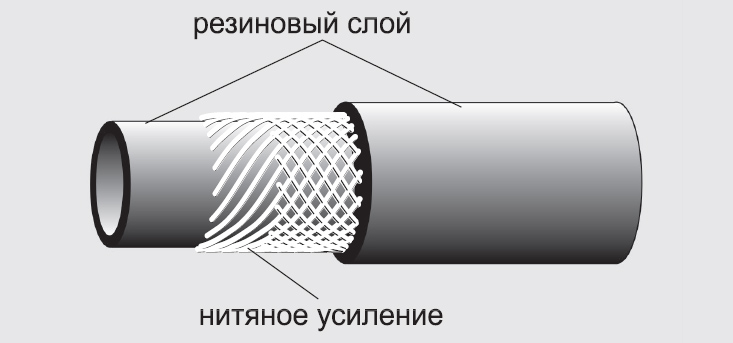
- Рукава резиновые
с нитяной оплёткой
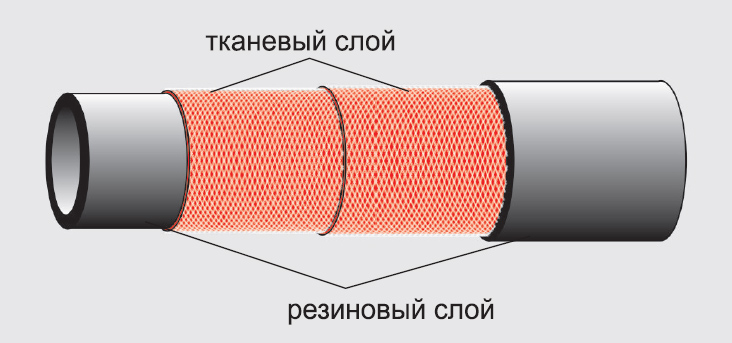
- Рукава резиновые с тканевой оплёткой
- Специальные
рукава (пожарные, шахтные, вентиляционные и пр.)
Все резиновые рукава изготавливаются по
ГОСТ, ТУ DIN, ISO
и др. стандартам. Смотреть и скачать все ГОСТы можно
внизу страницы.
Состав линии
подбирается исходя из максимальной производительности линии по резине в кг/час.
Примерный состав оборудования для выпуска РВД от 6 до 40 мм.
|
Смешивающее оборудование |
|||
|
1 |
Резиносмеситель-Книдер X(S)N-35 литров http://www.polgroup.ru/dispergsmes.html |
1 шт. |
|
|
Резиносмеситель-Книдер X(S)N-55 литров http://www.polgroup.ru/dispergsmes.html |
1 шт. |
||
|
2 |
Вальцы
XK400X1000ZG-B D=400 мм. L=1000мм.
http://www.polgroup.ru/valc_cn.html |
1 шт. |
|
|
Экструдируемое оборудование |
|||
|
3 |
Дорн
разматывающее устройство |
1 шт. |
|
|
4 |
Устройство
очистки Дорна |
1 шт. |
|
|
5 |
Переднее
тянущее устройство |
1 шт. |
|
|
6 |
Экструдер штифтовый http://www.polgroup.ru/pinbarrel.html холодного питания XJD90X14D со станцией нагрева на 4 точки. Опция плюс каландр
с двумя валками на выходе с обрезкой кромок двумя ножами. (Рекомендуемый) |
1 шт. |
|
|
Или(и) |
Экструдер холодного питания http://www.polgroup.ru/mchx.html XJW90x14D со станцией
нагрева на 4 точки. Опция плюс каландр с двумя валками на выходе с обрезкой
кромок двумя ножами. |
1 шт. |
|
|
Или(и) |
Экструдер штифтовый
холодного питания XJD120X14D со станцией нагрева на 4 точки. Опция плюс
каландр с двумя валками на выходе с обрезкой кромок двумя ножами.
(Рекомендуемый) |
1 шт. |
|
|
Или(и) |
Экструдер холодного питания XJW120x14D со
станцией нагрева на 4 точки. Опция плюс каландр с двумя валками на выходе с
обрезкой кромок двумя ножами. |
1 шт. |
|
|
опция |
Чилер BS-10AS
для охлаждения 4 точек станции контроля температуры. Если температура входа воды ниже 20℃., станция нагрева экструдера не
нуждается в чилере. |
1 шт. |
|
|
7 |
Охлаждающая
ванна длиной 6м. LQ-6 |
1 шт. |
|
|
Металлооплёточное оборудование http://www.polgroup.ru/st_opl.html |
|||
|
8 |
Оплёточная
машина металлической проволокой GBG-24 |
1 шт. |
|
|
9 |
Оплёточная
машина металлической проволокой GBG-36 |
1 шт. |
|
|
10 |
Перемотка стальной
проволоки GH-18 |
1 шт. |
|
|
11 |
Навивочная
машина http://www.polgroup.ru/nav_cn.html |
1 шт. |
|
|
Вспомогательное оборудование |
|||
|
12 |
Бинтовочная-разбинтовочная машина CJB-11 |
1 шт. |
|
|
13 |
Съёмник с дорна |
1 шт. |
|
|
Вулканизационное оборудование http://www.polgroup.ru/autoclave_cn.html |
|||
|
14 |
Автоклав D1,7х5
м. |
1 шт. |
|
|
или |
Автоклав D1,9х9
м. |
1 шт. |
|
Этапы производства
рукавов и шлангов для производства 100.000 пог.м. в
месяц гидравлических рукавов с размерами
1/4",5/16",3/8",1/2",5/8",3/4",1"( R1&R2):
1. Сначала
делается резина на облегчённом резиносмесителе. Объём резиносмесителя выбирается из
предполагаемой производительности кг. в час резины и расчётного цикла смешения в 10 минут. Для
нашей производительности мы выбираем X(S)N-55/30 Китай с рабочим объёмом в

2. Нам
потребуются вальцы для резины XK-450 Китай, либо отечественные ПД 1500 550/550 для
введения серы в резину непосредственно перед использованием, а также для
получения «куклы» для питания каландра.

3. Для очистки
резины необходим стрейнер XJL-150 Китай
5. И ещё одни вальцы для резины XK-400 Китай, или
аналог ПД 1000(900) 400/400 для питания экструдера.
6. Для наложения
резиновой ленты на рукав нужен каландр трёхвалковый XY-3-230 Китай, на котором эту ленты получают. В некоторых случаях её
дублируют с тканью + бинтовочная/разбинтовочная машина информация о ней будет ниже.
7. Начало
производства.
Размоточное
устройство Дорнов – 642.000=00
рублей с НДС 20%. (На 31
августа 2022г. Курс $=60,00р.)
Устройство
для очистки Дорнов – 642.000=00
рублей с НДС 20%. (На 31
августа 2022г. Курс $=60,00р.)
Передний подающий
трактор – 463.000=00
рублей с НДС 20%. (На 31
августа 2022г. Курс $=60,00р.)
В экструдер штифтовый холодного типа XJD-120 диаметр шнека
Первая операция - это надевание резинового
рукава на дорн. Для этого на штифтовом экструдере с Т-образной головкой и с фильерой
с нужными диаметром первого резинового слоя мы получаем резиновый шланг надетый
на полипропиленовый дорн с наружным диаметром равным внутреннему диаметру
рукава.
Длина дорна
зависит от длины РВД и может составлять
Скорость экструдера гораздо выше оплёточной
машины, поэтому полученный шланг пропускаем через охлаждающую водяную ванну с
тянущим устройством и наматываем на катушку(карусель), которую потом установим
на оплёточную машину.
Рукава ВД больших диаметров в рулон скатать
не получится, поэтому их раскладывают в длину на стеллажи. Длина стеллажей
зависит от размера автоклава. Если автоклав 10м., то и рукав получим не более,
а если нужен РВД 50м., то и автоклав должен быть 50м.!!! Учитывая, что рукава,
обычно режутся на небольшие части, да и
наш ГОСТ 25452-90 регламентирует
длину РВД -
На выходе имеем мягкий горячий резиновый
шланг из сырой резины на полипропиленовом PP сердечнике(дорне). Постоянно замеряем диаметр,
вручную, или с помощью оптического, механического измерителя с обратной связью
с экструдером. Подстраиваем вручную, или автоматически скорость и режимы
экструдера для корректировки в небольших пределах наружного диаметра.
Посмотреть
кино о наложении слоя резины на дорн https://youtu.be/AYwq6piQ2dU
После экструдера
профиль надо охладить в ванне с водой.
Бак
охлаждающей воды LQ-6
Использование:
используется для охлаждения экструдированного
резинового шланга.
Негабаритный:
L6000мм * W400мм * H1300 мм.
Давление
охлаждающей воды: 0,1-0,2 МПа.
Циркуляционный
водяной насос: 0,75 кВт.
Охлаждение воды:
чилер; если температура воды на входе ниже 20℃.,
тогда чилер не нужен.
Распылительное
устройство: форсунка 16 шт. с усиленным охлаждающим эффектом распыления,
распыляемая вода макс.4 м3/ч, давление 3 кг/куб.см.
Устройство для
сушки воздухом:
-Вихревой насос:
XGB-11 мощностью 1,5 кВт.
Электрический
шкаф управления -1 шт.
Источник
питания: 3-фазная 4-линейная система AC380 В. ±10﹪ 50 Гц.
Цепь управления:
AC220, нейтральные линии.
Основной
электроприбор: китайский бренд
Диапазон
контроля температуры: 0-10℃.
Цена в С.Петербурге ванны
6м. – 356.000=00 рублей с НДС 20%.
(На 31 августа 2022г. Курс $=60,00р.)
+ Чилер (можно использовать
тот, что идёт с экструдером).
8. Далее
резиновый шланг в зависимости от стандарта необходимого на выходе рукава может
направляться на оплёточную машину нитями, или стальными проволоками
предварительно пройдя через охлаждающую морозильную установку до минус 40 градусов для придания
жёсткости перед нанесением оплётки. Устанавливаем морозильную установку
непосредственно перед нанесением первого слоя оплётки.
Морозильная установка на два ручья SH-BSGF(S)2200/50,
т.е. перед ней нужно устанавливать две катушки(карусели)
шланга на дорне, или один канал.
|
Морозильная установка на 1 канал |
|
|
Резиновый
выход |
Для оплёточной или намоточной машины 1 шт. |
|
Диаметр
канала |
D 1300 мм., нержавеющая сталь |
|
Мощность |
5 кВт. |
|
Напряжение
питания |
380В., 50Гц. |
|
Криоген |
404А |
|
Компрессор |
Полностью закрытый вихревой компрессор Valley Wheel, 5 л.с. |
|
Минимальная криогенная
температура |
Минус 40±5℃. |
|
Испаритель |
15 квадратных метров, испаритель DJ |
|
Цикл разморозки |
Открытая дверь |
|
Размер |
Д1900*Ш1160*В3000мм |

Цена Морозильной
установки на 1 канал – 1.425.000=00 рублей с НДС 20%. (На 31 августа 2022г. Курс $=60,00р.)
9. Рассмотрим
вариант с нанесением металлической
оплётки в два слоя:
·
Для этого нам потребуется
двухдисковая оплёточная машина www.polgroup.ru/st_opl.html с 20 шпулями на каждом диске с нормальной скоростью. На этой машине мы
сможем оплетать диаметры с 6 до
·
И оплёточная машина с 24 шпулями
на каждом диске с нормальной скоростью. На этой машине мы сможем оплетать
диаметры с 10 до
Оплёточные
машины всегда идут в комплекте с тянущим гусеничным устройством типа катерпилляр.

10. Для намотки
на катушки оплёточной машины проволоки используем станок перемоточный GH-12.

11. Далее
наносим второй слой резины. Иногда между первым и вторым слоем оплётки
необходимо нанести промежуточный слой резины. Его можно наносить двумя
методами:
11.1. Используя полоску
резины, предварительно полученную на каландре и накладываем её между двумя
оплётками, автоматически оборачивая шланг после первого слоя, как видно на
видео.
Посмотреть кино о наложении стальной оплётки и наложении
промежуточного резинового слоя https://youtu.be/l2TbWRwVZAg
11.2. Или нам
потребуется второй экструдер штифтовый холодного типа XJD-90 диаметр шнека
12. Затем
необходимо нанести ещё слой металлооплётки в два слоя
навстречу друг другу и опять нам потребуется двухдисковая оплёточная машина www.polgroup.ru/st_opl.html с 36 шпулями. Для обеспечения
производительности нам нужно 1 штука.
13. Далее бинтовочная/разбинтовочная машина.
Могут быть две, или одна
Бинтовочная/разбинтовочная
машина. Китай.

С одним тянущим устройством.

С двумя тянущими устройствами.
Кино наложение
бинта на рукав https://youtu.be/d29YNZAljss
Бинтовочная/разбинтовочная
машина 6….60 мм. Китай.
Технические характеристики.
Оплетаемый
диаметр Ø 6….60 мм.
Макс.
скорость поворота - 300 об/мин.
Максимальная
ширина ленты – 90 мм.
Мощность
эл.двигателя Y132S-4, 4,5 кВт.(с одним
тянущим) 5,5 кВт.( с двумя тянущими устройствами)
Длина 2,6
м., ширина 1,1 м., высота 1,3 м.
Вес: ~2.5 тн.
Цена в Санкт-Петербурге с одним тянущим устройством 1.450.000=00 рублей с НДС 20%. (На 31 августа 2022г. Курс $=60,00р.)
Цена в Санкт-Петербурге с двумя тянущими устройствами ???.000=00 рублей с НДС 20%. (Цена требует уточнения)
Цена
дана при поставке отдельно. При комплексной заявке цена будет снижена.
Срок
изготовления – 1,5 месяца + 2 месяца доставка и таможенная очистка. Итого 3,5
месяца.
Бинтовочная/разбинтовочная машина 61….110 мм. Китай.
Технические
характеристики.
Оплетаемый
диаметр Ø 61….110 мм.
Цена в Санкт-Петербурге с одним тянущим
устройством 1.864.000=00 рублей с НДС 20%. (На 31 августа 2022г. Курс
$=60,00р.)
Цена
дана при поставке отдельно. При комплексной заявке цена будет снижена.
Срок
изготовления – 1,5 месяца + 2 месяца доставка и таможенная очистка. Итого 3,5
месяца.
14. При
армировании нитью при производстве патрубков необходимо перед вулканизацией
нарезать шланг нужной длины, для этого применяют отрезную машину http://www.polgroup.ru/otrez_rub.html
Катушка и стеллаж. Китай.
После
оплётки или навивки для того чтобы загрузить в автоклав резиновые рукава
наматываются на катушку на намоточном устройстве SJ-50 если их диаметр до 50 мм., или укладываются на длинный прямой стеллаж длиной 100м.
мод.DF-100.
Цена в Санкт-Петербурге намотчика рукавов
SJ-50 диаметром до 50 мм. - 1.410.000=00 рублей с НДС 20%. (На 31 августа 2022г. Курс
$=60,00р.)
+ катушка 1 шт. - 191.000=00 рублей с НДС
20%. (На 31 августа
2022г. Курс $=60,00р.) Количество катушек
определяете сами.
Цена в Санкт-Петербурге стеллажа DF-100 длиной 100 м. - 1.942.000=00 рублей
с НДС 20%. (На 31
августа 2022г. Курс $=60,00р.)
15. Автоклав.
Затем после
нанесения всех слоёв шланг вулканизируют в автоклаве диметром 1,9 и длиной ~ 6…10 м. с парогенератором http://www.polgroup.ru/autoclave_cn.html



16. После
вулканизации в автоклаве вынимаем полипропиленовый дорн из рукава. Для этого опрессовываем и подаём воду под давлением в один конец
рукава, зажимаем на другом конце дорн в карусели и начинаем вытягивать и
скручивать дорн на карусель пока не выйдет весь дорн. Рукав готов.
Посмотреть
кино о вытаскивании дорна из РВД https://youtu.be/K1PsSscYp40
Съёмник с мягкого дорна TXJ-50
Диаметры
6…50 мм.
Цена в Санкт-Петербурге - 1.080.000=00
рублей с НДС 20%. (На
31 августа 2022г. Курс $=60,00р.)
Цена
дана при поставке отдельно. При комплексной заявке цена будет снижена.
Срок
изготовления – 1,5 месяца + 2 месяца доставка и таможенная очистка. Итого 3,5
месяца.
Съёмник с жёсткого дорна TXJ-120
Диаметры
51…120 мм.
Цена в Санкт-Петербурге - 1.288.000=00
рублей с НДС 20%. (На
31 августа 2022г. Курс $=60,00р.)
Цена
дана при поставке отдельно. При комплексной заявке цена будет снижена.
Срок
изготовления – 1,5 месяца + 2 месяца доставка и таможенная очистка. Итого 3,5
месяца.
17. Упаковочная
машина.

Посмотреть кино о производстве различных шлангов https://youtu.be/mVYh5SqA__0
Скачать бесплатно ГОСТы
на рукава:
ГОСТ 6286-73 Рукава резиновые высокого
давления с металлическими оплетками неармированные. Технические условия.
ГОСТ 5398-76 Рукава напорно-всасывающие
с текстильным каркасом.
ГОСТ 9356-75 Рукава резиновые для
газовой сварки и резки металлов.
ГОСТ 10362-76 Рукава резиновые
напорные с нитяным усилением, неармированные. Технические условия.
ГОСТ Р 51207-98
Рукава высокого давления армированные для гидросистем
тракторов и сельскохозяйственных машин.
ГОСТ 1335-84 Рукава резиновые с нитяным
усилением для тормозной системы подвижного состава железных дорог и
метрополитена без присоединительной арматуры.
ГОСТ 7877-75 Рукава пожарные напорные
прорезиненные из синтетических нитей.
ГОСТ 2593-82 Рукава соединительные для
тормозов подвижного состава железных дорог.
ГОСТ 25452-90 Рукава резиновые
высокого давления с металлическими навивками.
ГОСТ Р 51049-97
Техника пожарная. Рукава пожарные напорные.
ГОСТ 28618-90 Рукава резиновые и
рукавные соединения для вращательного бурения и гашения вибрации.
ГОСТ Р 50027-92
Рукава резиновые и пластмассовые.
ГОСТ 25736-83 Рукава резиновые для
пневматических тормозов автомобилей.
ГОСТ 25676-83 Рукава резиновые для
бурения.
ГОСТ 25174-82 Рукава резиновые
напорные с текстильным усилением.
ГОСТ 26089-84 Рукава резиновые для
гидравлических тормозов автомобилей.
ГОСТ 18698-79 Рукава резиновые
напорные с текстильным каркасом.
ОПЛЕТОЧНЫЕ МАШИНЫ С НИТЯНОЙ ОПЛЕТКОЙ. Китай
ОПЛЕТОЧНЫЕ МАШИНЫ С МЕТАЛЛООПЛЕТКОЙ
ТЕОРИЯ ПО ПРОИЗВОДСТВУ РУКАВОВ
Группа компаний полимерного машиностроения
ООО “ПОЛИМЕРМАШ ГРУПП”
Генеральный
директор
Тел./факс (812)_304-38-96
моб.тел. +7_921 903-30-25 WA , Мегафон

Сайт: www.polgroup.ru